Chassis collection is now less than a week away, so I have been concentrating on the donor component rebuild in preparation. The lower rear wishbone has two pairs of needle roller bearings for the inner pivot and these are a light press-fit into the respective bores. The gap between each pair is to allow for a grease fitting on the outside to be used during servicing and a sleeve is used to provide the running surface.



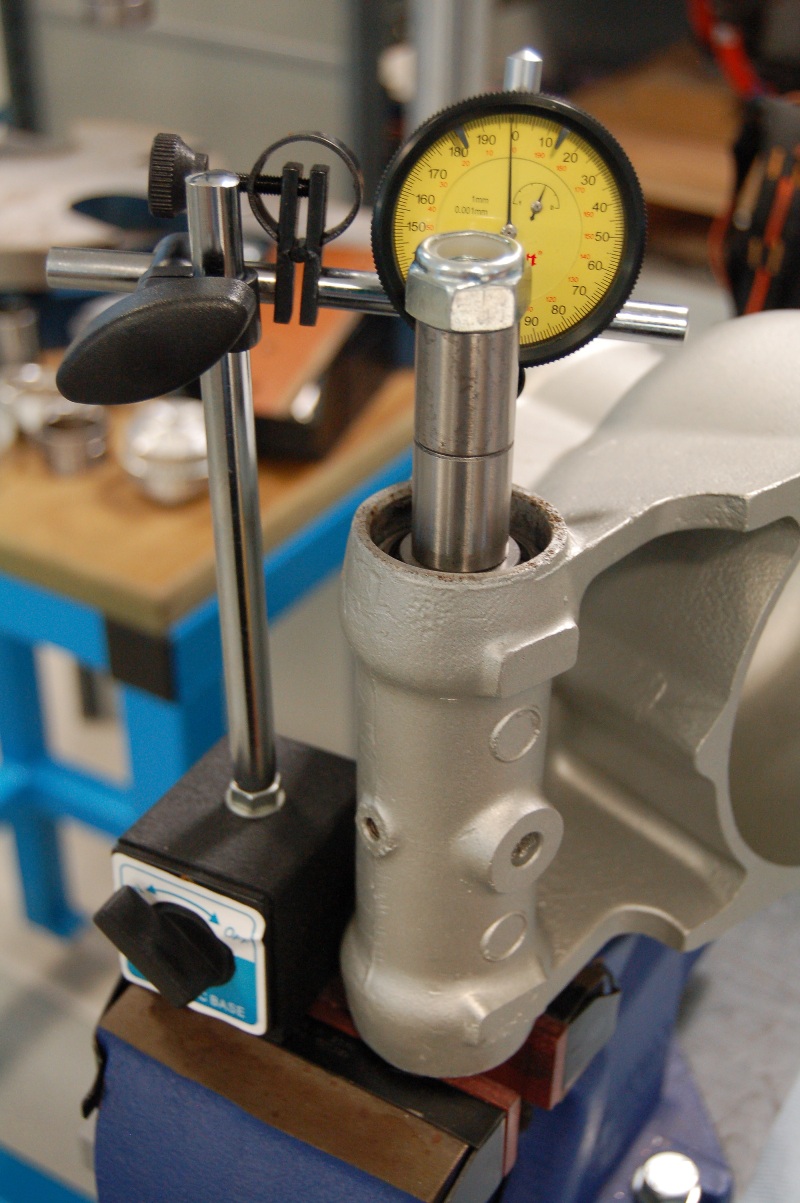
The final job on the rear uprights is the installation of the wheel bearings. As per other parts of the original car, the bearing clearance is controlled with spacers. In this case, the bearing has to be pressed into place with a known thickness spacer and the clearance measured. The target clearance can then be achieved by selecting a slightly thinner spacer of the correct thickness. The final bearing clearance is achieved by installing the driveshaft through the middle with the correct spacer in place and fully tightening the hub nut. Before this can be carried out though, the inner seal needs to be pressed in place.